
根據客戶不同的使用及管理需求,將射蠟機控制系統由低到高分成四個等級:
1. PLC+機械式油壓閥控制
2. PLC+低階人機控制
3. PLC+高階人機控制
4. 工業電腦+人機控制
PLC+機械式油壓閥控制

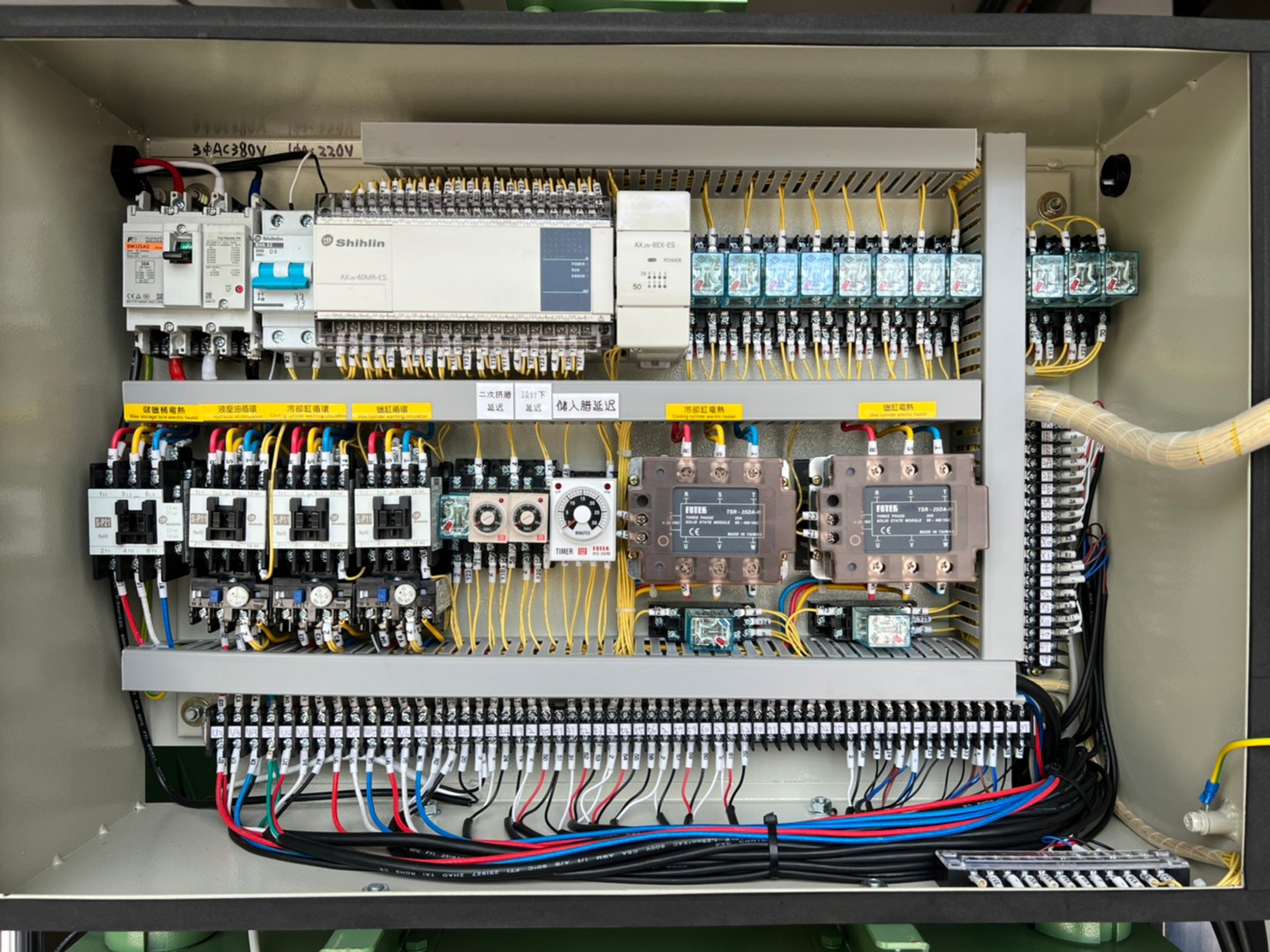
PLC+機械式油壓閥控制:由PLC控制設備動作流程,機械式油壓閥控制各動作壓力與速度,操作簡單動作穩定。
PLC+低階人機螢幕控制




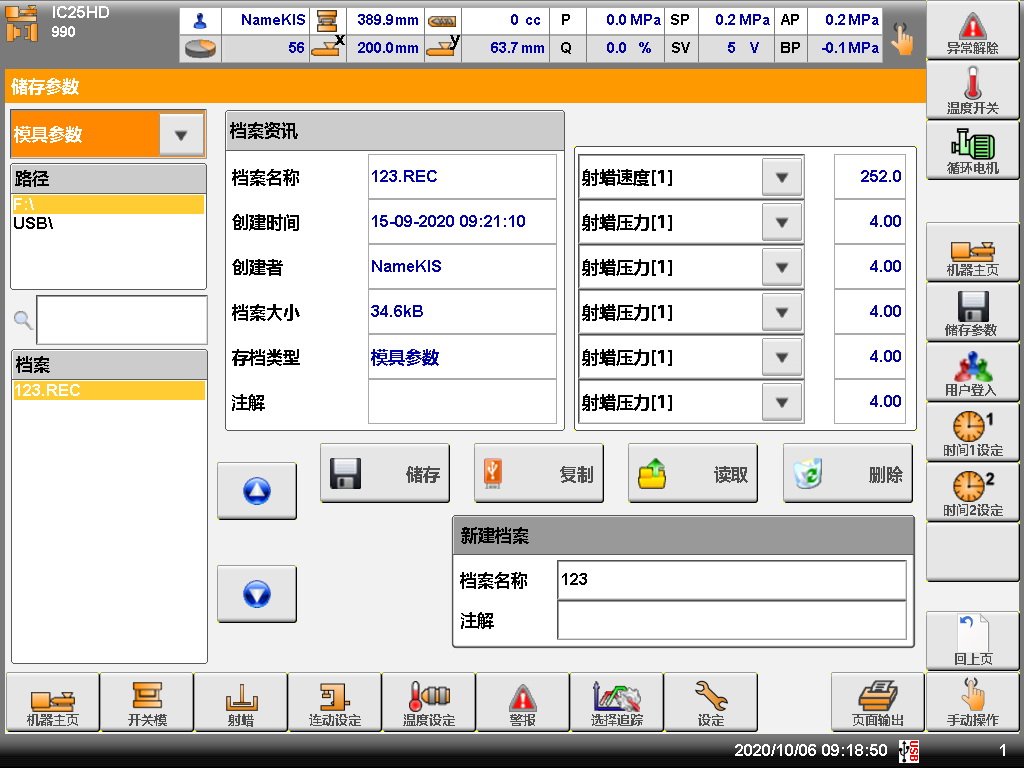
PLC+低階人機:由PLC控制設備動作流程,搭配比例壓力-比例流量閥當主控閥體,可在人機設定各動作壓力、流量,並記錄模具參數,方便下次生產取出參數使用。
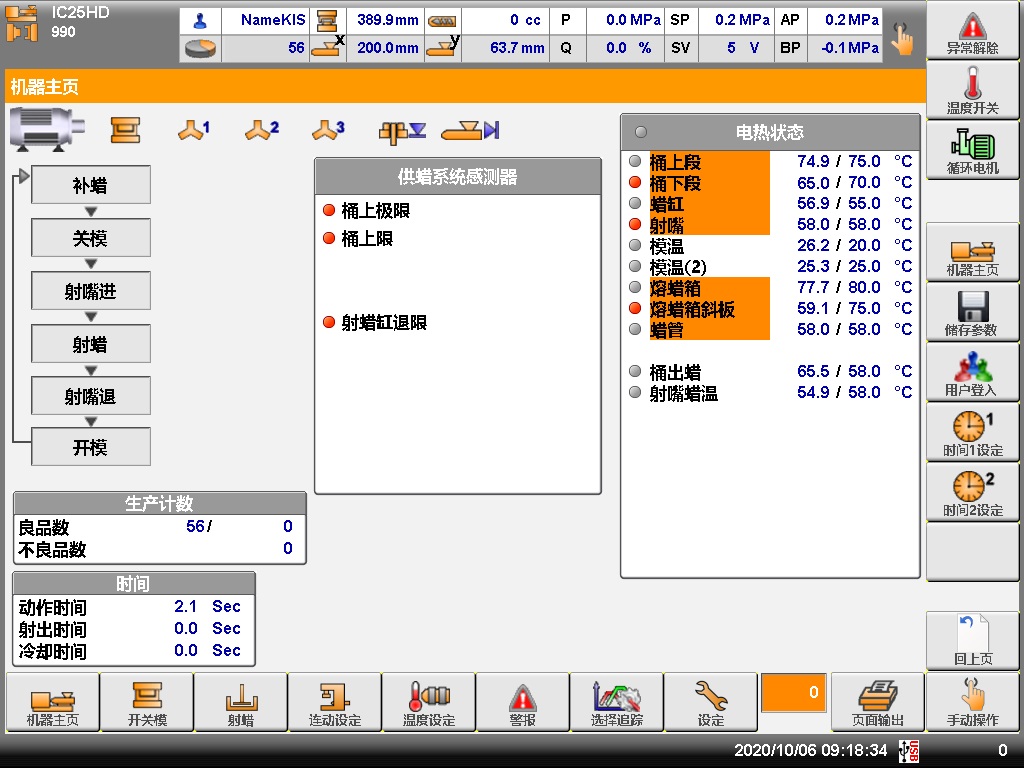
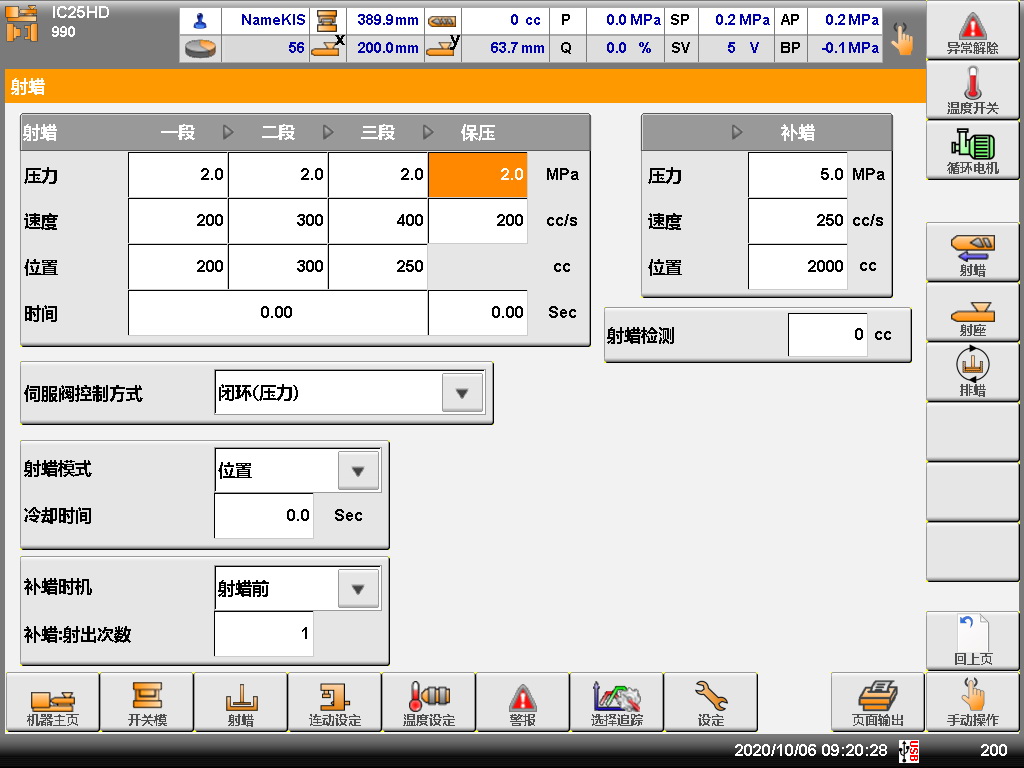
PLC+高階人機螢幕控制




- PLC+高階人機:在低階人機的控制基礎上增加下方功能:壓力感測器跟位置尺,可在人機螢幕上監控實際壓力變化,和壓模油壓缸、 射蠟油壓缸位置變化。
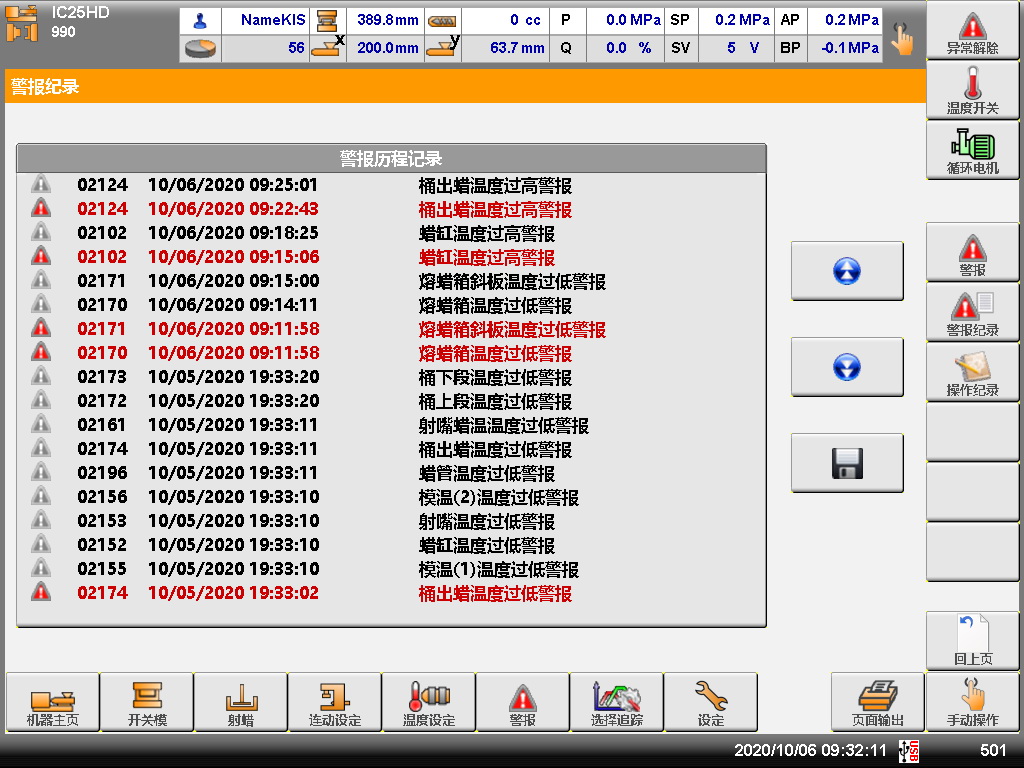
- 異常紀錄頁面:當設備出現異常,可顯示於異常警報頁面,並依警報進行故障排除
- 時間監控頁面:可設定各動作實際所需時間,若超過設定時間,則出現異常警報
工業電腦+人機螢幕控制
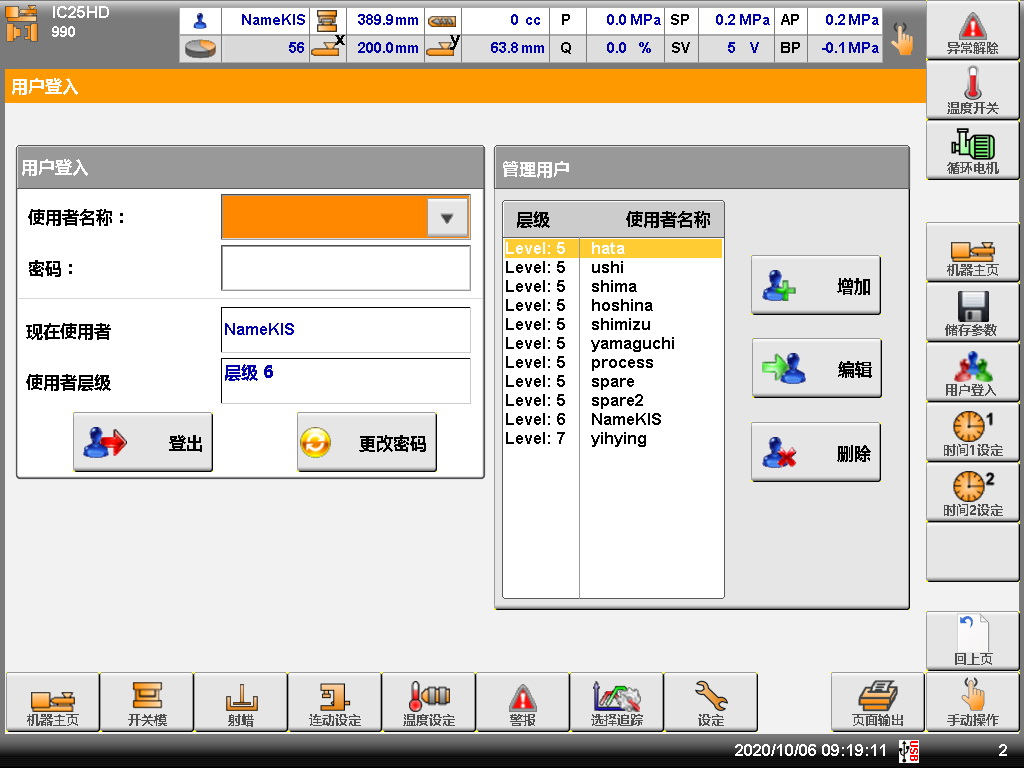

- 工業電腦+人機:在高階人機的基礎上可增加下方功能
- 控制人員權限分級:不同層級可設定權限不同,依操作員、現場主管、維修人員分層,避免生產參數被任意更動
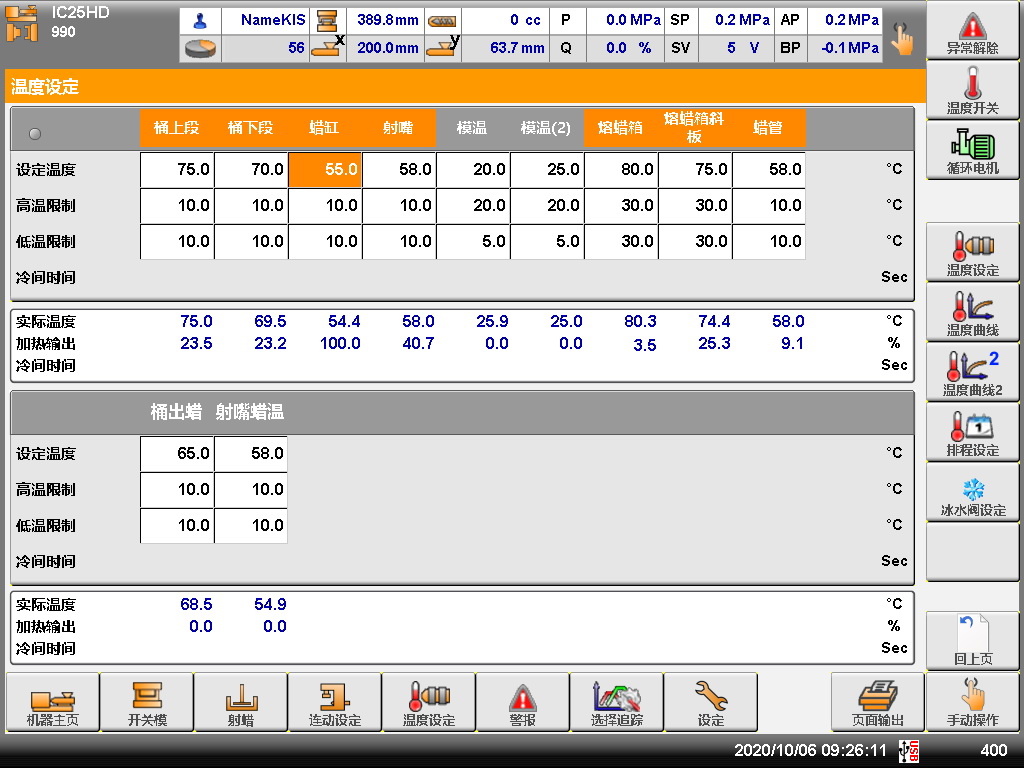
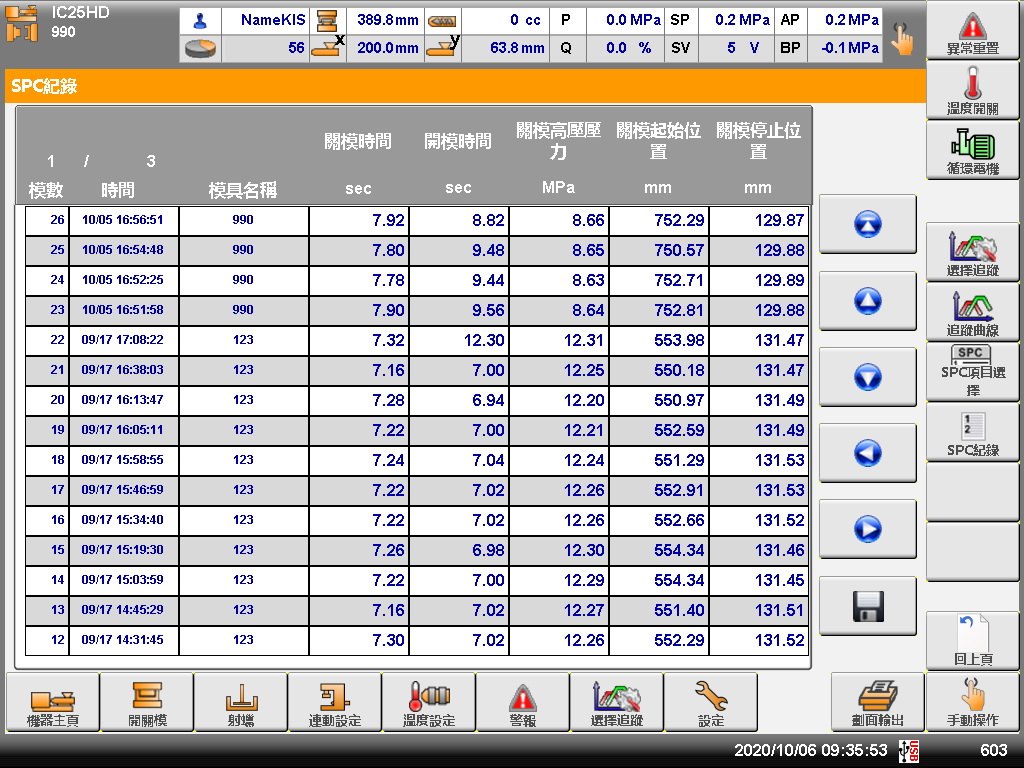
- SPC生產頁面:可記錄每一模次生產時間、模具名稱、希望收集的數據如:射蠟壓力、射蠟速度、各位置溫度
- 條碼機(選配):透過條碼機直接讀取模具參數,避免人工操作錯誤
- 伺服閉環射出(選配):使用高精度伺服閥進行射蠟,監控完整射出功能,並調整伺服閥輸出,維持射蠟速度、射蠟壓力的高度一致化